آشنایی با پرچ و پرچکاری (Rivet)؛ معرفی انواع، کاربردها و روش استفاده(31)

پلاک خودرو و چرخ آن هر دو به نوعی به خودرو متصل شده اند. اما چه اختلافی بین این دو اتصال وجود دارد؟ چرخ خودرو ممکن است پنچر گردیده و نیاز به تعویض داشته باشد که در این صورت باید از روی خودرو باز گردد. اما پلاک خودرو برای مدت های طولانی از آن جدا نمی شود. برای اتصال چرخ به خودرو از پیچ و مهره استفاده شده است تا در صورت لزوم بتوان آن را به راحتی از خودرو جدا کرده و مجدداً متصل نمود.

برای اتصال پلاک نوع دیگری از اتصال استفاده شده است که جزو اتصالات دائمی بوده و به راحتی نمی توان آن را از روی خودرو جدا کرد. این روش اتصال پرچ کاری نامیده می شود.

پرچکاری چیست؟

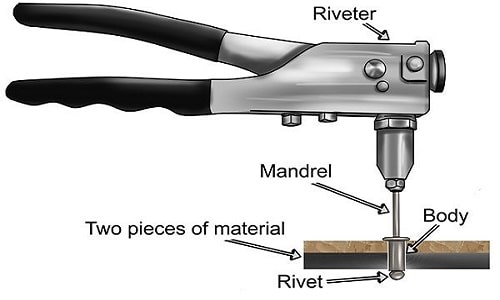
روشی است که در آن دو یا چند قطعه با استفاده از یک قطعه واسط به نام میخ پرچ به یکدیگر متصل می گردند. برای انجام این فرایند ابتدا قطعات مورد اتصال سوراخ شده و میخ پرچ از داخل سوراخ آنها عبور داده می شود. سپس با فشرده کردن سر قفل کن میخ پرچ اتصال قطعات به یکدیگر اتفاق می افتد.
پرچکاری جزء اتصالات دائم است. یعنی در مواردی از پرچکاری استفاده می شود که نیاز به جداسازی دو قطعه نباشد. در صورتی که لازم باشد دو قطعه را از هم جدا کرد، میخ پرچ از بین می رود. در هنگام جداسازی ممکن است قطعات مورد اتصال نیز آسیب ببینند. میخ پرچ ها دارای شکل های مختلفی بوده که هرکدام ویژگی های خاص خود را دارند و در موارد مشخصی استفاده می شوند. از انواع میخ پرچ ها می توان به میخ پرچ های چکشی، ترقه ای، فشنگی، لوله و ... اشاره کرد. در این فصل ویژگی هایی دو مورد از متداول ترین نوع میخ پرچ ها و نحوۀ استفاده از آنها شرح داده می شود.
میخ پرچ چکشی
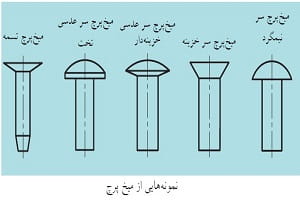
میخ پرچ چکشی ساختمانی مشابه یک میخ دارد. این میخ پرچ ها از دو قسمت بدنه و سر تشکیل می شوند. بدنه که به صورت یک استوانه بوده و سر میخ پرچ که به شکل های مختلف ساخته می شود. این میخ پرچ ها در مواردی استفاده می شوند که دسترسی به هر دو طرف اتصال امکان پذیر باشد.
مشخصات میخ پرچ چکشی
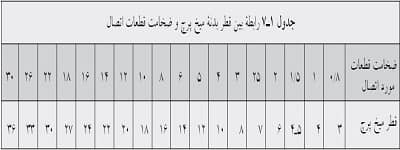
قطر بدنۀ میخ پرچ: قطر بدنۀ میخ پرچ به ضخامت قطعات مورد اتصال بستگی دارد. برای انتخاب قطر میخ پرچ می توانید از جدول فوق استفاده کنید.
میخ پرچ هایی که قطر آنها تا mm10 است برای اتصال قطعات کم ضخامت استفاده می شود و برحسب نوع کار جنس آنها از فولاد نرم، مس، برنج، آلومینیم و آلیاژهای آلومینیم انتخاب می شود.
میخ پرچ هایی که قطر آنها از 10 تا 36 میلی متر است در مواردی استفاده می شوند که تحت تأثیر نیروی زیاد است. معمولاً سر این میخ پرچ ها بزرگتر است تا تکیه گاه بیشتری داشته باشند و از جنس فولاد نرم ساخته می شوند.
طول میخ پرچ: همان طور که در شکل زیر مشاهده می کنید طول میخ پرچ بیشتر از ضخامت قطعات مورد اتصال در نظر گرفته می شود. طول اضافه برای شکل دادن سر قفل کن پرچ است و به شکل آن بستگی دارد بنابراین برای محاسبۀ طول میخ پرچ از رابطۀ L = e + z استفاده می شود.
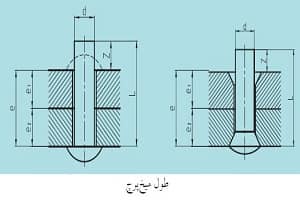
L طول میخ پرچ، e مجموع ضخامت قطعات مورد اتصال و z اضافه طول میخ پرچ بر حسب میلی متر است. مقدار z برای پرچ هایی سر نیم گرد 1.5d، برای پرچ های سر خزینه ای 0.5d و برای پرچ های سر خزینۀ عدسی 0.7d است. گفتنی است جهت انتخاب میخ پرچ بر عملیات پرچکاری لازم است قطر و طول بدنه مشخص شود.
اصول و مراحل انجام پرچکاری با میخ پرچ چکشی
پرچکاری با میخ پرچ چکشی به صورت دستی و ماشینی قابل اجراست همچنین این نوع پرچکاری به دو صورت سرد و گرم نیز انجام می گیرد. اگر قطر میخ پرچ تا 8 میلی متر باشد پرچکاری به صورت سرد و اگر قطر بیشتر از 8 میلی متر باشد پرچکاری به صورت گرم انجام می شود. گفتنی است در این نوشته پرچکاری به روش سرد توضیح داده می شود.
مراحل انجام پرچکاری دستی
پرچکاری دستی طی مراحل زیر و رعایت اصول فنی مربوطه انجام می شود.
سوراخکاری قطعات: برای انجام پرچکاری در ابتدا باید قطعات مورد اتصال سوراخ شوند. قطر سوراخ ایجاد شده باید متناسب با قطر میخ پرچ باشد. برای محاسبۀ قطر سوراخ از روابط زیر استفاده کنید.
در این روابط قطر سوراخ و d قطر میخ پرچ بر حسب mm هستند.
توجه: اگر سر میخ پرچ خزینه ای باشد در این مرحله باید سوراخ، خزینه کاری شود.
جا زدن میخ پرچ داخل سوراخ: سطوح تماس قطعات را تمیز کنید و سوراخ قطعات را روی هم منطبق کنید میخ پرچ را در داخل سوراخ جا بزنید.
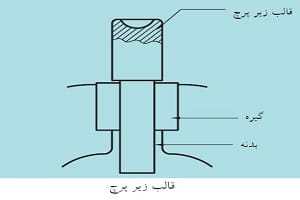
از بین بردن لقی بین میخ پرچ و سوراخ: قطعات مورد اتصال را همراه میخ پرچ روی قابل زیر پرچ قرار دهید. قابل زیر پرچ ابزار است که از آن به منظور تکیه گاه سر میخ پرچ در هنگام پرچکاری استفاده می شود. سر این ابزار دارای یک تورفتگی متناسب با سر پرچ است و در هنگام پرچکاری، پرچ را به داخل سوراخ می راند و از تغییر فرم سرپیچ جلوگیری می کند.
بعد از قرار دادن قطعات، توسط پرچ کش و ضربات چکش دو قطعه را کاملاً به هم بفشارید. گفتنی است پرچ کش وسیله ای شبیه به سنبۀ سرتخت است که در وسط پیشانی آن سوراخی جهت قرار گرفتن بدنۀ میخ پرچ تعبیه شده است.
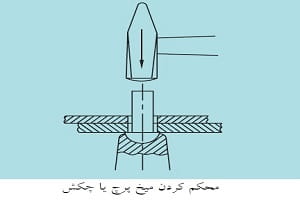
حال پرچ کش را از روی کار بردارید و با چکش بصورت عمودی به میخ پرچ ضربه بزنید تا در اثر جا خوردن و ایجاد اضافه قطر در داخل سوراخ محکم شود.
فرم دادن سر قفل شونده: بعد از محکم شدن پرچ در داخل سوراخ نحوۀ وارد کردن ضربات چکش را تغییر داده و سر قفل کنندۀ پرچ را فرم دهید. در انتها با استفاده از قالب سر پرچ شکل سر قفل کن را کامل کنید.
قالب سر پرچ ابزاری شبیه پرچ کش است با این تفاوت که به جای سوراخ در قسمت پیشانی آن فرورفتگی متناسب با اندازۀ سر پرچ پیش بینی شده است.
توجه:
عمل پرچکاری را بایستی با کمترین ضربات انجام داد، زیرا ضربات زیاد، سر پرچ را شکننده می کنند. به همین دلیل پرچ هایی با قطر بزرگ تر به صورت گرم پرچکاری می شوند.
مراحل انجام پرچکاری ماشینی
انجام پرچکاری ماشینی همانند انجام پرچکاری دستی است اما برای سرعت عمل بیشر بعضی از این مراحل درهم ادغام می شوند.
برای این منظور قالب سرپرچ و زیرپرچ روی دستگاه های پرس نصب می شوند و بعد از قرار دادن قطعات و پرچ در محل مناسب دستگاه پرس در یک مرحله فشردن قطعات و از بین بردن لقی و شکل دادن سر قفل کننده را انجام می دهد. دستگاه های پرسی که برای پرچکاری استفاده می شوند. پرس های ضربه ای و پرس های هیدرولیکی سبک هستند.
میخ پرچ فشنگی
این نوع میخ پرچ از دو قسمت تشکیل شده است.
بدنه: این قسمت به صورت یک لولۀ توخالی لبه دار است که بعد از هر پرچکاری در محل اتصال باقی می ماند این قسمت از فلزات نرم مانند آلیاژهای آلومینیم ساخته می شود و جلد میخ پرچ نیز نامیده می شود.
میخ: قسمت دوم آن همانند یک میخ است که در درون بدنۀ قرار گرفته است. این میخ برای پرچ کردن بدنه استفاده می شود و بعد از پرچکاری از آن جدا می شود. گفتنی است میخ پرچ های فشنگی بیشتر برای اتصال ورق های کم ضخامت و همچنین در جاهایی که دسترسی به پشت محل اتصال امکان پذیر نیست استفاده می شود.

مشخصات
مهم ترین مشخصه میخ پرچ قطر و طول بدنۀ آن است.
قطر میخ پرچ: قطر خارجی بدنۀ میخ پرچ به عنوان قطر میخ پرچ در نظر گرفته می شود. این اندازه در جدول شماره 2 با حرف 1d نشان داده شده است.
طول بدنه: این اندازه در فرم سرتخت بدون طول لبه و در فرم سر خزینه ای با طول لبه در نظر گرفته می شود. اندازۀ طول بستگی به ضخامت دو قطعه مورد اتصال دارد.
گفتنی است میخ پرچ های فشنگی در شکل سرتخت و سرخزینه ای ساخته می شوند. در فرم تخت لبۀ بدنۀ میخ پرچ بیرون از محل اتصال قرار می گیرد اما در شکل خزینه ای لبۀ میخ پرچ به شکل خزینه ای است و بعد از پرچکاری در داخل قطعه کار قرار می گیرد.

مراحل انجام پرچکاری با میخ پرچ فشنگی:
این نوع پرچکاری به صورت دستی و با استفاده از یک انبر مخصوص انجام می شود. در قسمت نوک این انبر کلاهک راهنمایی نصب شده است که قطر سوراخ آن متناسب با قطر، میخ پرچ است. گفتنی است که هر انبر مجهز به چند کلاهک راهنما با قطرهای مختلف است که آنها روی بدنۀ انبر نصب شده اند و در صورت لزوم می توان آنها را با کلاهک نصب شده در نوک انبر تعویض کرد.
مراحل انجام نوع پرچکاری به شرح زیر است:
سوراخکاری قطعات: برای شروع پرچکاری لازم است که قطعات مورد اتصال سوراخ شوند. قطر سوراخ ایجاد شده روی قطعات متناسب با قطر بدنۀ میخ پرچ است و از جدول 2-7 به دست می آید. در این جدول قطر سوراخ با حرف dn نمایش داده شده است.
جا زدن میخ پرچ در داخل انبر پرچ: کلاهک راهنمای مناسب با قطر میخ پرچ را روی انبر پرچ نصب کنید و میخ پرچ را از قسمت میخ آن در داخل انبر جا بزنید. در این حالت دسته های انبر باید از هم باز باشند.
جا زدن میخ پرچ در داخل سوراخ ها: سطح تماس قطعات را تمیز کنید و سوراخ ها را روی هم منطبق نمائید. میخ پرچ را به کمک انبر پرچ از سمت بدنه در داخل سوراخ ها جا بزنید.
پرچ کردن میخ پرچ: در این مرحله در حالی که توسط انبر پرچ، میخ پرچ را به قطعه کار چسبانده اید، دسته های انبر پرچ را به هم نزدیک کنید تا میخ از داخل میخ پرچ بیرون کشیده شود و قسمت بدنه را در سمت دیگر سوراخ پرچ کند در این مرحله میخ پرچ از بدنه جدا می شود.
توجه: برای جدا کردن میخ لازم است چندبار انبر را باز و بسته کنید. این امر بستگی به قطر میخ پرچ دارد.
جدا کردن میخ پرچ: از محل اتصال در بعضی اوقات مجبور به جدا کردن یک اتصال پرچی خواهید شد و اگر میخ پرچ استفاده شده در این اتصال از نوع چکشی باشد، برای این منظور باید ابتدا وسط سر میخ پرچ را سنبه نشان بزنید، سپس با مته ای که قطر آن کوچک تر از قطر میخ پرچ باشد. آن را به اندازۀ ارتفاع سر میخ پرچ سوراخ کنید و بعد با ضربۀ قلم سر آن را جدا کنید. حال می توان با استفاده از یک سنبۀ سرتخت که قطر آن کمتر از قطر میخ پرچ باشد آن را خارج کرد. در صورتی که میخ پرچ استفاده شده فشنگی باشد مراحل کار به همین صورت است فقط نیازی به سنبه زدن نیست.

نکات ایمنی و حفاظتی هنگام پرچکاری
- بعد از سوراخکاری قطعات را پلیسه گیری کنید تا اولاً به دست آسیب نرساند. ثانیاً قطعات به صورت مناسب به هم بچسبند.
- در هنگام سوراخکاری رعایت تمام نکات ایمنی و حفاظتی فصل پنجم الزامی است.
- برای سوراخکاری قطعات تا جایی که امکان دارد هر دو قطعه را همزمان سوراخکاری کنید.
- وزن چکش دستی را بایستی متناسب با قطر اسمی میخ پرچ انتخاب کرد. برای این منظور می توان وزن چکش را به ازای هر یک میلی متر از قطر میخ پرچ، 80 گرم در نظر گرفت.
- در پرچکاری ورق های بلند برای پیش گیری از موج برداشتن، بایستی آنها را با پیچ و مهره به یکدیگر ثابت نمائید و سپس از پرچکاری براساس شماره های پیشنهادی پیچ و مهره را باز کرده و محل آنها را نیز پرچکاری کنید.
- در هنگام کار با چکش مراقب باشید به دستتان صدمه نزنید.
- قبل از شروع به پرچکاری از محکم بودن قالب زیر پرچ در گیره مطمئن شوید.
- قبل از استفاده از چکش از محکم بودن سر چکش در دستۀ آن مطمئن شوید.
- در هنگام فشردن دسته های انبر پرچ، مراقب انگشتان خود باشید.
لطفا دانش، نکته کاربردی و تجربه ارزشمندتان را در تکمیل این مطلب، در بخش نظرات به مشارکت بگذارید. با سپاس
کلیپ آموزشی کار با انبر پرچ Rivet Plier

التعرّف على التثبيت بالبرش والتثبيت بالبرشات (Rivet Work)
تُثبّت لوحة السيارة وعجلتها على هيكل السيارة، ولكن هناك فرق كبير بين نوعي التثبيت هذين. فعجلة السيارة قد تتعرّض للثقب ويجب استبدالها، لذا يجب أن تكون قابلة للفك بسهولة، ولهذا السبب يتم تثبيتها بواسطة البراغي والصواميل. أما لوحة السيارة فتُثبّت لتبقى لفترات طويلة دون الحاجة لإزالتها، ولذلك يتم استخدام نوع آخر من التثبيت يُعرف بالتثبيت بالبرش أو التثبيت الدائم (البرشمة).
ما هو التثبيت بالبرش؟
هو أسلوب لربط قطعتين أو أكثر باستخدام قطعة وسيطة تُعرف باسم المسمار البرشي (أو البرشامة). تبدأ العملية بثقب القطع المراد تثبيتها، ثم يتم إدخال المسمار البرشي في الثقوب، وبعدها يُضغط على رأس المسمار لتأمين القطع مع بعضها.
يُعتبر هذا النوع من التثبيت اتصالًا دائمًا، أي أنه لا يمكن فكه بسهولة. وإذا كان لا بدّ من فكه، يتم إتلاف المسمار وغالبًا ما قد تتضرر القطع المثبتة أيضًا.
يوجد أنواع مختلفة من المسامير البرشية، ولكل منها استخدامات محددة مثل:
- البرشامة المطرقة (اليدوية)
- البرشامة الطلقة
- البرشامة الخرطوش
- البرشامة الأنبوبية
وسيتم في هذا الفصل شرح نوعين من أكثر الأنواع شيوعًا.
البرشامة المطرقة (Rivets Hammered Type)

تشبه هذه البرشامة في شكلها الظاهري المسمار العادي، وتتكون من جزأين:
الجسم (البدن) وهو أسطواني الشكل
الرأس الذي يأتي بأشكال متعددة حسب الحاجة
تُستخدم هذه البرشامة في الأماكن التي يمكن الوصول فيها إلى جانبي الاتصال.
مواصفات البرشامة المطرقة:
قطر الجسم: يعتمد على سماكة القطع المراد تثبيتها. البرشامات التي لا يتجاوز قطرها 10 ملم تُستخدم للمواد الرفيعة وتُصنع من الصلب الطري، النحاس، الألمنيوم أو سبائكه.
البرشامات التي يتراوح قطرها بين 10 و36 ملم** تُستخدم في الأماكن التي تتعرض لقوى عالية وتكون رؤوسها أكبر لتوفير سطح ارتكاز أكبر، وغالبًا ما تُصنع من الصلب الطري.
طول البرشامة: يكون دائمًا أطول من مجموع سماكة القطع لضمان تشكيل الرأس الآخر بعد التثبيت.
يُحسب الطول بالعلاقة:
`L = e + z`
حيث:
`L` = طول البرشامة
`e` = مجموع سماكة القطع
`z` = الزيادة اللازمة لتشكيل رأس البرشامة (وتختلف حسب نوع الرأس)
أنواع الزيادة (z):
للرأس نصف الكروي: `z = 1.5d`
للرأس الغاطس: `z = 0.5d`
للرأس الغاطس العدسي: `z = 0.7d`
خطوات التثبيت اليدوي بالبرشامة المطرقة:
ثقب القطع:
قطر الثقب يجب أن يكون مناسبًا للبرشامة حسب العلاقة:
قطر الثقب = قطر البرشامة + 0.2 إلى 0.3 ملم`
إذا كان الرأس غاطسًا، يتم عمل خزانة في الفتحة.
إدخال البرشامة:
يتم تنظيف أسطح التلامس ومطابقة الثقوب ثم إدخال البرشامة.
إزالة الفراغ:
توضع القطع مع البرشامة على قاعدة التثبيت (أداة بها تجويف يناسب رأس البرشامة)، وتُستخدم أداة البرشمة (مشابهة للمخرز المسطح) للضغط على البرشامة بالطرق الخفيف.
تشكيل الرأس الآخر:
بعد تثبيت البرشامة، تُطرق رأسها لتشكيل قفل التثبيت باستخدام **قالب تشكيل الرأس** الذي يحوي تجويفًا لشكل الرأس المطلوب.
ملاحظات:
استخدم أقل عدد ممكن من الطرقات لتجنب تكسير الرأس.
البرشامات ذات القطر الأكبر تُبرشم ساخنة، أما حتى قطر 8 ملم فتُبرشم باردة.
خطوات التثبيت الآلي بالبرشامة المطرقة:
تشابه العملية اليدوية، لكن باستخدام مكبس أو مكبس هيدروليكي.
يتم تركيب قالب الرأس وقاعدة التثبيت على المكبس، وتتم العملية بضغطة واحدة.
البرشامة الخرطوش (Blind Rivets):

تتكون من جزأين:
الجسم (الغلاف): أنبوب معدني لُبيّ ذو حافة، يبقى داخل الثقب بعد التثبيت، وعادة يُصنع من الألمنيوم أو سبائكه.
المسمار الداخلي (السحب): يُستخدم لشد البرشامة من الداخل ويتكسر بعد التثبيت.
تُستخدم هذه البرشامات في الأماكن التي لا يمكن الوصول فيها إلى الجهة الخلفية للقطعة.
المواصفات:
القطر: القطر الخارجي للجسم يُعد القطر الرسمي.
الطول: يحدد حسب سماكة القطع، ويختلف بين الشكل المسطح والمخروطي (الغاطس).
خطوات التثبيت بالبرشامة الخرطوش:
ثقب القطع: يتم تحديد قطر الثقب حسب الجدول، ويرمز له بـ `dn`.
تركيب البرشامة في الأداة: تُستخدم كماشة برشمة خاصة تحتوي على رأس (كاب) مطابق للقطر، ويمكن تغييره.
إدخال البرشامة في الثقوب: بعد تنظيف الأسطح، تُدخل البرشامة من طرف الجسم داخل الثقوب.
عملية التثبيت: يتم ضمّ مقابض الكماشة معًا، مما يؤدي إلى شد المسمار الداخلي وتمدد الجسم في الجهة الأخرى.
يُكسر المسمار تلقائيًا بعد اكتمال التثبيت.
ملحوظة: قد تحتاج إلى ضغطة أو أكثر حسب قطر البرشامة.
فك البرشامة:
إذا كانت برشامة مطرقة:
يتم أولًا تمييز مركز الرأس، ثم ثقبه بمثقاب أرفع من قطر البرشامة، ثم الطرق عليه بإزميل لإزالته.
إذا كانت برشامة خرطوش:
يُمكن إزالتها بنفس الطريقة دون الحاجة لتمييز المركز.
إرشادات السلامة عند البرشمة:
- قم بإزالة الرايش (البُرادة) بعد الثقب لتجنب الإصابة ولتحسين التثبيت.
- اتبع جميع تعليمات السلامة الخاصة بالثقب (الواردة في الفصل الخامس).
- إن أمكن، قم بثقب القطعتين معًا.
- اختر وزن المطرقة حسب قطر البرشامة (80 غرام لكل 1 ملم من القطر).
- عند برشمة صفائح طويلة، ثبّتها مؤقتًا بمسامير ثم أزلها بعد الانتهاء من التثبيت.
- تأكد من أن المطرقة والرؤوس والقوالب مثبتة بإحكام قبل الاستخدام.
- احذر من إصابة اليد أثناء الطرق أو استخدام الكماشة.
-