قلاویز و قلاویزکاری؛ راهنمای جامع آشنایی، انواع، کاربرد، آموزش رزوهزنی داخلی و انتخاب قلاویز مناسب(29)

قلاویز یکی از مهمترین ابزارهای برادهبرداری و رزوهزنی در صنایع فلزی، مکانیک، خودروسازی، قالبسازی، تأسیسات و تعمیرات است که برای ایجاد یا اصلاح رزوه داخلی در سوراخهای از پیش ایجاد شده به کار میرود. کیفیت رزوه ایجاد شده، علاوه بر انتخاب صحیح قلاویز، به عواملی مانند قطر مناسب سوراخ، روانکاری، جنس قطعه کار و رعایت اصول صحیح قلاویزکاری بستگی دارد.
امروزه از قلاویزها در ساخت قطعات صنعتی، تعمیر رزوههای آسیبدیده، ساخت تجهیزات مکانیکی و حتی تعمیرات خودرو استفاده میشود. آشنایی با انواع قلاویز، روش صحیح استفاده، انتخاب سایز مناسب و شناخت خطاهای رایج هنگام رزوهزنی، علاوه بر افزایش کیفیت کار، از شکستن قلاویز و آسیب دیدن قطعه نیز جلوگیری میکند. در این راهنمای جامع با ساختمان قلاویز، انواع قلاویز، کاربردها، روش صحیح قلاویزکاری، انتخاب مته مناسب، روانکارهای مورد استفاده، نکات ایمنی و اشتباهات رایج هنگام رزوهزنی داخلی آشنا خواهید شد.
قلاویز کاری چیست؟
یکی از روش های ساخت مهره، قلاویز کاری است. قلاویز کاری، عمل براده برداری از داخل سوراخ استوانه ای با استفاده از ابزاری به نام قلاویز به منظور ساخت مهره است. این عمل ممکن است به صورت دستی یا ماشینی انجام گیرد. در این نوشته فقط قلاویز کاری دستی شرح داده می شود.
قلاویز ابزاری است از جنس فولاد تندبر و شبیه به پیچ، که روی بدنۀ آن به منظور تأمین زاویۀ براده و گوه سه یا چهار شیار ایجاد شده است. این شیارها برای خارج سازی براده ها و روغن کاری نیز به کار گیری میشود.
انتهای دنبالۀ قلاویز را معمولاً به صورت چهارگوش می سازند تا بتوانند آن را داخل دستۀ قلاویز بسته و قلاویز را توسط آن در داخل سوراخ بچرخانند.

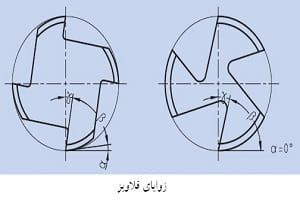
دندانه های قلاویز باید دارای قابلیت براده برداری باشند به همین دلیل باید دارای شکل گوه ای باشند و زوایای گوه، براده و آزاد روی آنها ایجاد شده باشد. در قلاویز هایی که بای قطعات سخت به کار می روند، زاویه آزاد صفر است.
اندازۀ قلاویز
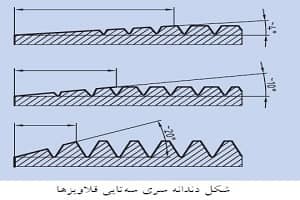
قلاویزها را معمولاً برای تولید مهره های استاندارد استفاده می کنند و با عدد قطر بزرگ مهره ای که ایجاد می کنند، مشخص می شوند. به دلیل وجود شیارهای براده، بدنۀ قلاویز ضعیف شده و قادر به تولید مهره در یک مرحله نیست. لذا برای کاستن حجم براده برداری، قلاویزها در سری های سه تایی می سازند تا مهره در سه مرحله ایجاد شود. به عنوان مثال برای ایجاد مهرۀ 20M باید سری قلاویزهای 20M که شامل قلاویز پیش رو، میان رو و پس رو است، تهیه شود.
ویژگی های هر یک از قلاویزهای پیش رو، میان رو و پس رو به شرح زیر است:
قلاویز پیش رو: این قلاویز با علامت یک خط دایره ای شکل روی بدنه مشخص می شود و حدود 55 درصد از حجم براده برداری را انجام می دهد و باید ابتدا از این قلاویز استفاده شود.
قلاویز میان رو: این نوع از قلاویز با نشانه دو خط روی بدنه مشخص گردیده و حدود 25 درصد از حجم براده برداری را انجام می دهد و می بایستی بعد از قلاویر پیش رو استفاده گردد.
قلاویز پس رو: روی بدنۀ این قلاویز هیچ علامتی وجود ندارد و حدود 20 درصد از حجم براده برداری را انجام می دهد و برای تکمیل کار از این قلاویز استفاده می شود.
توجه: برای اینکه قلاویزها در شروع براده برداری به راحتی با کار درگیر شوند، قسمت ابتدای آنها را به صورت مخروطی می سازند که آن را قسمت برش می نامند. زاویۀ شیب قسمت برش در قلاویزهای پیش رو، میان رو و پس رو با هم متفاوت است.
روش انجام قلاویز کاری
برای قلاویزکاری باید ابتدا سوراخی در قطعه کار ایجاد کرد که قطر آن کمی بیشتر از اندازۀ قطر کوچک مهره باشد زیرا در اثر فشار برش، لبه های دندانه باد کرده و به سمت بیرون می آیند. اگر قطر سوراخ به اندازۀ قطر کوچک مهره باشد قلاویزکار گیر می کند و احتمال شکستن آن زیاد می شود. در ضمن سطح دندانه ها نیز ناصاف می شود.
پس از سوراخ کاری باید لبۀ سوراخ با مته خزینۀ مخروطی به اندازۀ نیم میلی متر بزرگ تر از قطر بزرگ مهره خزینه کاری شود، تا قلاویز به راحتی در سوراخ جا بیفتد و ایجاد پلیسه نکند. برای ادامۀ قلاویزکاری قطعه را به نحوی داخل گیره می بندند که محور سوراخ به سطح گیره عمود باشد. سپس قلاویز پیش رو را در داخل سوراخ قرار داده و به کمک دسته قلاویز مناسب، با نیروی کم و چرخش همزمان، سعی در جا انداختن آن می کنند.

بعد از جا افتادن قلاویز، دسته قلاویز را باز کرده و با استفاده از یک گونیای 90 درجه، عمود بودن امتداد قلاویز با سطح قطعه کار را کنترل می کنند.

حال بدون اعمال نیروی پیشروی نیروی عمودی، قلاویز را به آرامی و به طور یکنواخت توسط دسته قلاویز می چرخانند تا مرحلۀ اول قلاویزکاری تکمیل شود. برای جلوگیری از ازدیاد طول براده و افزایش نیروی مقاوم، بهتر است قلاویز را به ازای هریک دور گردش، یک چهارم دور در جهت خلاف بچرخانید.

پس از اتمام مرحلۀ اول، به ترتیب از قلاویزهای میان رو و پس رو همانند قلاویز پیش رو استفاده می شود. پس از اتمام قلاویزکاری می توان با فرمان مهره یا با یک پیچ استاندارد سالم، مهرۀ ایجاد شده را کنترل کرد.
اصول و نکات فنی قلاویز کاری
- در قلاویزکاری نیز مانند حدیده کاری برای تقلیل نیروی اصطکاک و کیفیت سطح دندانه ها باید از مایع خنک کنندۀ مناسب استفاده شود.
- برای گرداندن قلاویزها از دسته قلاویز مناسب کنید.
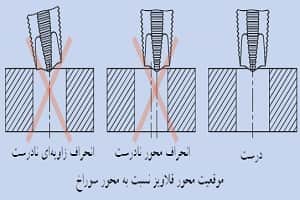
- قلاویز را باید به نحوی در داخل سوراخ جا انداخت که محور آن کاملاً بر محور سوراخ منطبق باشد.
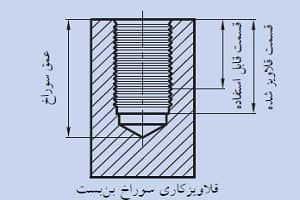
- در سوراخ های بن بست، عمق سوراخ باید بیشتر از عمق قلاویزکاری در نظر گرفته شود. برای جلوگیری از شکستن قلاویز بهتر است براده ها را مرتب از داخل سوراخ خارج کنید.
- در صورت گیر کردن قلاویز، آن را با چرخاندن به چپ و راست آزاد کنید و از اعمال نیروی بیشتر خودداری کنید. زیرا در این حالت احتمال شکستن قلاویز زیاد است.
- در هنگام کار با قلاویزهای کوچک باید قلاویز را با یک دست روی سوراخ قطعه کار نگه دارید و با دست دیگر قلاویز را بچرخانید تا قلاویز با کار درگیر شود.
نکات ایمنی قلاویزکاری
- برای باز و بسته نمودن پیچ و مهره، حتماً از آچار با اندازۀ آچار خور همان پیچ یا مهره استفاده گردد.
- برای باز و بسته کردن پیچ های سرچاکدار از پیچ گوشتی مناسبی که اندازۀ آن متناسب با اندازۀ چاک پیچ باشد، استفاده نمائید. در غیر این صورت علاوه بر صدمه دیدن گل پیچ، امکان ایجاد حادثه نیز وجود دارد. طول دستۀ آچارها متناسب با نیروی دست انسان ساخته شده است. هرگز طول دستۀ آنها را با لوله یا وسیلۀ دیگر زیاد نکنید و از وارد کردن ضربه به منظور ایجاد نیروی اضافه نیز خودداری کنید. زیرا علاوه بر صدمه زدن به گل پیچ، ممکن است ایجاد حادثه کنید.
- در قطعاتی که به وسیلۀ چند پیچ و مهره به یکدیگر متصل می شوند، مخصوصاً وقتی که جنس آنها از مواد شکننده مانند چدن باشد، باید پیچ ها را به طور یکنواخت و به ترتیبی محکم کرد، که امکان تغییر شکل و شکستن قطعات وجود نداشته باشد.
- بعد از استفاده از آچارها آنها را تمیز کنید و به طور مرتب در جای خود قرار دهید.

لطفا دانش، نکته کاربردی و تجربه ارزشمندتان را در تکمیل این مطلب، در بخش نظرات به مشارکت بگذارید. با سپاس