آشنایی با پیچ ها و روش حدیده کاری در تولید آن(25)

پیچ و تولید آن با روش حدیده کاری
اغلب دستگاه ها، ماشین آلات، لوازم خانگی و ... از قطعات مختلف تشکیل شده اند. این قطعات به شیوه های گوناگون به یکدیگر متصل می شوند. یکی از این شیوه ها، اتصال با استفاده پیچ و مهره است. در این مطلب به تعریف و آشنایی با پیچ به عنوان یکی از ادوات اتصال پرداخته و سپس با حدیده کاری به عنوان یکی از روش های تولید پیچ آشنا خواهیم شد.
پیچ و مهره Nut & Bolt چیست؟
یکی از اصلی ترین و متداول ترین روش های ایجاد اتصال در صنعت، استفاده از پیچ و مهره می باشد. پیچ و مهره ها جزء اتصالات غیر دائمی می باشند. یعنی اینکه در صورت نیاز، بدون از بین رفتن پیچ و مهره می توان دو قطعه را از یکدیگر جدا کرد و مجددا آنها را به یکدیگر متصل کرد. پیچ و مهره را می توان از ماتریال مختلف، همانند فولاد، آلومینیم، مس، برنج، پلاستیک و ... ساخت. اما در صنایع بیشتر از پیچ های فولادی استفاده می شود.

مهره Nut
هنگامیکه شیاری مارپیچ در جدار داخلی استوانه ایجاد گردد، قطعه حاصل شده را مهره می نامند. پیچ ها و مهره ها معمولا با یکدیگر به کار گرفته می شوند.
پیچ Bolt
درصورتیکه مثلثی قائم الزاویه دور یک استوانه دوران داده شود، مسیر پیچ ایجاد می شود. حال اگر روی این مسیر شیاری ایجاد کنیم، قطعه حاصل را پیچ می نامند.
انواع پیچ و مهره
از نظر شکل دندانه: شکل شیار ایجاد شده بر روی پیچ برحسب کاربرد آن شکل متفاوتی دارد. با توجه به ظاهر دندانه ها می توان پنج دسته بندی برای پیچ ها و مهره ها قائل شد. پیچ ها و مهره هایی که دنده مثلثی می باشند در اتصالات کاربرد دارند. شایان ذکر است که پیچ و مهره های دنده گرد، دنده اره ای و دنده ذوزنقه ای برای انتقال حرکت به کار گیری می شوند. کاربرد پیچ و مهره های دنده مربعی این روزها منسوخ گردیده است. از نقطه نظر جهت پیچش، می توان پیچ و مهره ها را به دو دسته طبقه بندی نمود:
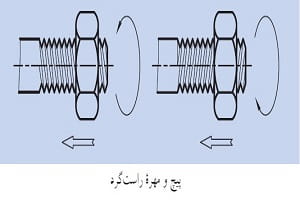
پیچ و مهرۀ چپ گرد: درصورتی که پیچ ها و مهره ها در زمان بسته شدن در خلاف جهت عقربه های ساعت بچرخند، پیچ و مهره چپ گرد می باشد.
پیچ و مهره های راست گرد: در صورتی که پیچ ها و مهره ها در هنگام بسته شدن در جهت عقربه های ساعت بچرخند، پیچ و مهره راست گرد می باشد.
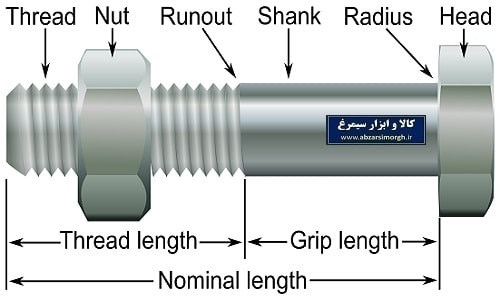
مشخصات پیچ و مهره
یکی از مهم ترین ویژگی های پیچ و مهره، گام آن می باشد، که عبارت است از فاصلۀ یک نقطه از دنده تا نقطۀ مشابه روی دندۀ بعدی. تعریف دیگر از گام می تواند این باشد که: فاصله ای را که پیچ یا مهره در ازای یک دور گردش کامل در داخل یکدیگر دارند را گام می نامند. قطر های بزرگ، کوچک و متوسط، زاویه دندانه و... از دیگر ویژگی های دیگر پیچ و مهره می باشد. ضروری است که قطر بزرگ و گام پیچ و مهره با هم یکی باشند تا پیچ و م هره به هم بسته شوند.
پیچ های دنده مثلثی
پیچ های دنده مثلثی انواع مختلفی دارند که در این فصل دو مورد از مهم ترین انواع آنها شرح داده می شود.
پیچ های متریک دنده مثلثی: تمامی اندازۀ این نوع پیچ ها برحسب میلی متر بیان می شود. زاویۀ رأس دندانۀ پیچ است. سردندانه در این پیچ ها تخت و ته دندانه گرد است. برای نمایش این پیچ ها از علامت اختصاری M استفاده می شود و همراه این علامت اندازۀ قطر بزرگ پیچ را می نویسند. به عنوان مثال پیچ 20M یعنی پیچ میلی متری با قطر بزرگ 20 میلی متر. گفتنی است مقدار ارتفاع دندانه بر اساس گام پیچ مطابق روابط زیر است که h ارتفاع دندانه و p گام پیچ می باشد.
الف) مطابق استاندارد ISO: H=0.613P
ب) مطابق استاندارد DIN: H=0.6495P
آچارها Wrenches
برای باز و بسته کردن پیچ و مهره از ابزارآلات خاصی موسوم به آچار استفاده می گردد. آچارها به اشکال مختلف طراحی و ساخته شده و فرم آنها به آچارخور پیچ و مهره وابسته می باشد.
آچار خور پیچ
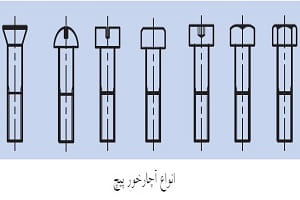
پیچ ها دارای دو قسمت بدنه و گل پیچ (آچارخور) می باشند. برای اینکه پیچ ها باز و بسته شوند، از این قسمت آچار خور استفاده می شود.
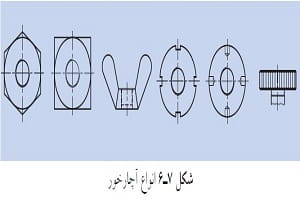
آچار خور مهره
مهره ها دارای سوراخ استوانه ای بوده که معمولاً تمام طول آن دنده ای شده می باشد. آچارخور مهره ها را به گونه ای ظراحی و ساخته می شود که قابلیت باز شدن و بسته شدن با استفاده از دست یا آچار را داشته باشد.
بسته به اینکه شکل آچار خورها به چه گونه می باشد، آچارها نیز متناسب با آن ساخته می شود. در زیر سه نمونه هایی از آچارهای همراه با کاربرد آنها معرفی شده است.
- آچار تخت: برای بستن و باز کردن پیچ و مهره های سر چهارگوش و یا سر شش گوش
- آچار رینگی: در محل های تنگ و با حرکت شعاعی کوچک
- آچار بکس: سری کامل – جعبه بکس ها، امکانات وسیعی را در مورد بستن و باز کردن پیچ و مهره ها در اختیار می گذارند. قسمت سر و دستۀ این آچارها قابل تعویض بوده و معمولاً دارای دسته های متنوع – جغجغه ای، هندلی، تاشو و ثابت است.
- آچار فرانسه: دهانۀ آچار فرانسه قابل تنظیم بوده که برای بستن و باز کردن پیچ و مهره های سر چهارگوش و یا سر شش گوش با اندازه های مختلف به کار می رود.
- آچار چپقی: به علت سطح تماس زیاد در مواقعی که بستن و باز کردن مکرر مورد نظر باشد به کار می رود.
- آچار آلن: برای بستن یا باز کردن پیچ های آلن
- آچار گلویی: برای بستن یا باز کردن مهره های چاک دار
- پیچ گوشتی دوسو: برای بستن یا باز کردن پیچ های چاک دار
- پیچ گوشتی چهارسو: برای بستن یا باز کردن پیچ های چهارسو خور می باشند.
نکته: روی بدنۀ آچارهای ثابت عددی وجود دارد که معرف اندازۀ سر آچارگیر یا مهره، برحسب mm یا inch است.
روش حدیده کاری در تولید پیچ Threading
در صنعت پیچ ها به شیوه های گوناگون ساخته می شوند. یکی از روش هایی که می توان پیچ ها را ساخت روش حدیده کاری می باشد. عمل براده برداری از روی میلۀ استوانه ای با استفاده از ابزاری به نام حدیده به منظور ساخت پیچ را حدیده کاری گویند. این عمل ممکن است به صورت دستی یا ماشینی انجام گیرد. در این کتاب فقط حدیده کاری دستی شرح داده می شود.
حدیده چیست؟
حدیده را می توان به مهره ای تشبیه کرد که در کنار دندانه های آن شیارهایی جهت به وجود آمدن لبه های برنده ایجاد شده است. این شیارها به خروج براده و روغنکاری کمک می کند. لبه های برندۀ حدیده دارای شکل گوه ای هستند. زوایای براده ، گوه و آزاد برحسب جنس کار و نوع حدیده در آنها ایجاد شده است. حدیده عمل پیچ بری را در یک مرحله انجام می دهد. لذا برای کاهش نیروی برش قسمتی از ابتدای آن را به صورت مخروط می سازند تا عمل براده برداری به تدریج انجام شود و دندانه های پیچ، ضمن پیشروی حدیده، کامل شوند. دندانه های ابتدایی حدیده نقش شروع براده برداری و دندانه های بعدی آن نقش کامل کردن و پرداخت دندانه های پیچ را برعهده دارند.
انواع حدیده
حدیده ها را از جنس فولاد ابزار سازی کربن دار یا فولاد آلیاژی به دو صورت چپ گرد و راست گرد و در دو سیستم متریک و اینچی می سازند. حدیده ها برای ساخت پیچ های استاندارد استفاده می شوند و اندازۀ قطر بزرگ پیچ تولیدی روی آنها حک شده است. همچنین حدیده ها به شکل های یک پارچه، چند پارچه و ... ساخته شده اند. در این نوشتار ویژگی های حدیده های یک پارچه بیان می شود. حدیده های یک پارچه به شکل های گرد و شش گوش هستند که شکل گرد آن نیز در دو نوع درزدار و بدون درز است.

قطر حدیده های درزدار را می توان 1/0 تا 3/0 mm تغییر داد. ولی قطر حدیده های بدون درز ثابت است. معمولاً روی بدنۀ حدیده های بدون درز شیاری وجود دارد تا در صورت لزوم آن را بریده تا تبدیل به حدیدۀ درزدار شود. با چرخاندن حدیده روی میله، پیچ به وجود می آید. برای آنکه حدیده های شش گوش را بچرخانیم از آچار تخت یا رینگی استفاده می کنیم و حدیده های شش گوش معمولاً به منظور اصلاح و تمیز کردن پیچ های صدمه دیده استفاده می شود. برای چرخاندن حدیده های گرد از دسته حدیده استفاده می کنند و جهت محکم کردن حدیده در دسته حدیده پیچ های نگهدارنده پیش بینی شده است. نوک این پیچ ها در فرورفتگی های روی حدیده قرار می گیرد.
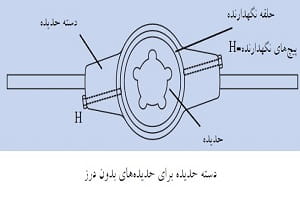
روی دسته حدیده هایی که از آنها برای چرخاندن حدیده های درزدار استفاده می شود علاوه بر دو پیچ نگهدارندۀ حدیده سه عدد پیچ سر مخروطی دیگر نیز وجود دارند که از پیچ وسطی برای افزایش قطر حدیده و از دو پیچ دیگر برای کاهش قطر حدیده استفاده می شود.
روش انجام حدیده کاری
برای ساخت پیچ به روش حدیده کاری ابتدا باید میلۀ مناسبی انتخاب شود. قطر این میله باید نسبت به قطر بزرگ پیچ اندکی کمتر باشد. زیرا در هنگام حدیده کاری نیروی برشی باعث می شود که دندانه ها کمی به سرعت خارج فشرده شود و به اصطلاح باد کند. برای محاسبۀ قطر میله از رابطۀ زیر استفاده می شود.
- p × 1/0 – d = قطر میله
- d قطر بزرگ پیچ برحسب میلی متر
- p گام پیچ برحسب میلی متر
همچنین سرمیله باید حداقل به اندازۀ قطر کوچک پیچ، تحت زاویۀ 45 درجه پخ شده شود تا حدیده به راحتی با کار درگیر شود و امکان کج جا افتادن حدیده کاهش یابد. پس از آماده کردن یمله، با استفاده از لب گیرۀ مناسب آن را به صورت عمود در داخل گیره ببندید. حال باید دسته حدیده را طوری در دست نگه دارید که اعمال نیروی یکنواخت گردشی امکان پذیر باشد. سپس ضمن حرکت گردشی، آن را به سمت قطعه کار هدایت کنید. جهت دوران دسته حدیده بستگی به راست گرد بودن یا چپ گرد بودن حدیده دارد.

علت مساوی نشدن عمق در حدیده کاری
بعد از جا افتادن حدیده می توان با استفاده از یک گونیای 90 درجه عمود بودن امتداد حدیده را نسبت به محور پیچ کنترل کرد و در صورت صحیح بودن، بدون اعمال نیروی پیشروی و فقط با حرکت دورانی حدیده کاری را ادامه داد.

برای اینکه از شکست دندانه های حدیده جلوگیری شود، بایستی حدیده را در هر نیم دور حرکت دورانی، کمی به جهت عکس برگردانید تا براده ها بشکنند. در صورت پر شدن شیارهای حدیده، بایستی براده ها را به موقع خارج کنید تا در اثر تراکم براده دندانه ها نشکنند و روغن کاری لبه های برنده نیز به راحتی امکان پذیر باشد.
پس از اتمام حدیده کاری قطر بزرگ پیچ را با استفاده از کولیس و عمق دندانه ها و گام پیچ را با استفاده از شابلون دنده کنترل کنید. همچنین می توانید پیچ را با استفاده از فرمان مهره نیز کنترل کنید.
اصول و نکات فنی در حدیده کاری
- برای خنک کاری حدیده در حین حدیده کاری باید از مایع خنک کننده متناسب با جنس قطعه کار استفاده شود. برای فولاد، مس و آلیاژهای آن از روغن برش، برای آلومینیم از نفت استفاده کنید. در هنگام کار کردن با قطعات چدنی و آلیاژهای منیزیم نیازی به مایع خنک کننده نیست.
- قبل از بستن حدیده در دستۀ حدیده، حدیده و محل قرار گرفتن آن در دستۀ حدیده را کاملاً تمیز کرده و محل تماس را کمی روغن بزنید.
- در موقع قرار دادن حدیده در دستۀ حدیده. توجه کنید که لبۀ تکیه گاه آن حتماً به سمت بالا باشد تا نیرو به طور یکنواخت به حدیده اعمال شود و از خارج شدن دستۀ حدیده از روی آن جلوگیری کند.
- امتداد حدیده باید نسبت به امتداد محور میله کاملاً عمود باشد، در غیر این صورت فشار وارد شده بر دندانه های حدیده یکطرفه خواهد بود و این باعث می شود دندانه های پیچ غیر یکنواخت شود و محور پیچ با محور قطعه کار انحراف داشته باشد.
- برای جلوگیری از ضربه خوردن حدیده، آنها را در جعبه های مخصوص خودشان قرار دهید.
- در صورت گیر کردن حدیده روی قطعه کار، با حرکت عکس و خارج کردن براده ها از شیارها آن را آزاد کنید و از اعمال فشار بیشتر خودداری کنید.