۴۷-آشنايي با جوشکاری Welding

1-1 جوشکاری
جوش کاری به عملیات اتصال دو یا چند قطعه از جنس فلز و یا غیر فلزی به یکدیگر گفته می شود، به نحوی که در اثر ذوب شدن سطحی آن قطعات و ترکیب مذاب صورت پذیرد. در جوش کاری فلزات، عوامل مختلفی مانند دما، فشار، جنس و ترکیب قطعات دخیل می باشند. پس از انجماد مذاب، قطعات در محل اتصال به صورت یکپارچه در می آیند. به علت نیاز روزافزون صنایع به انواع گوناگون اتصالات، از جمله جوش کاری قطعات، فرایند های جوش کاری متفاوتی برحسب نیاز ارائه شده است. از جمله صنایعی که از فرایند های جوشکاری بهره زیادی می برند، می توان به صنایع فلزی، و ساختمان، هوا فضا، کشتی سازی و غیره اشاره کرد.
1-2 فرایند های جوشکاری
فرایند های جوشکاری براساس نوع انرژی به کار رفته جهت اتصال فلزات به دسته های مختلفی تقسیم می شوند. نمودار زیر این تقسیم بندی را نشان می دهد:

1-2-1 جوش کاری ذوبی
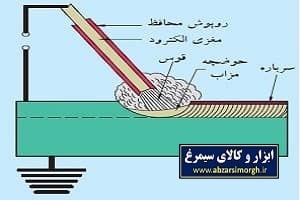
در جوش کاری های ذوبی، قطعات در محل اتصال، بر اثر حرارت ذوب شده و با یکدیگر ترکیب می شوند و در نهایت پس از سرد شدن، قطعات به یکدیگر جوش می خورند. در این حالت، اتصال در محل جوش می تواند نتیجه ذوب لبه های قطعات باشد. همچنین علاوه بر ذوب لبه ها، فلز پرکننده ای نیز می تواند به آن اضافه شود که در جوشکاری قوس الکتریکی به این فلز پر کننده، الکترود گفته می شود.
1-2-2 جوشکاری غیر ذوبی
در این فرایند برای تشکیل جوش، قطعات را ذوب نمی کنند. به همین دلیل به آن جوشکاری حالت جامد نیز گفته می شود. در جوشکاری اصطکاکی که یک فرآیند غیرذوبی است، حرارت مورد نیاز بر اثر مالش سطوح قطعات تولید می شود، در حدی که باعث خمیری شدن قطعات در محل اتصال شود. سپس با اعمال فشار لازم، عمل جوشکاری انجام می گیرد.
1-3 جوشکاری قوس الکتریکی
جوشکاری قوس الکتریکی فرایندی ذوبی بوده که گرمای لازم برای اتصال قطعات به یکدیگر از طریق قوس الکتریکی تأمین شده و بین الکترود و لبۀ قطعات فلزی در محل اتصال ایجاد می شود. در واقع عملیات جوشکاری بر اثر ایجاد قوس الکتریکی بین الکترود روپوش دار و قطعه کار انجام می گیرد و جریان الکتریسیته لازم توسط دستگاه جوش تأمین می شود.

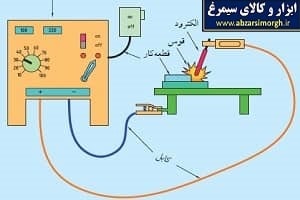
قوس الکتریکی بر اثر حرکت الکترون ها در فاصله بین نوک الکترود و قطعه کار تشکیل می شود و گرمایی در حدود را به وجود می آورد. این گرما باعث تشکیل حوضچه مذاب جوش شده و با دور کردن الکترود از قطعه کار و در نتیجه، قطع قوس الکتریکی، جوشکاری تکمیل می گردد.

1-4 اصول جریان الکتریسیته در جوشکاری
جریان الکتریکی عبارت است از حرکت و جابجایی الکترون ها که از طریق یک رسانا در مداری بسته صورت می گیرد. جریان الکتریسیته در صورتی در مدار برقرار می شود که بین قطب مثبت و منفی اختلاف پتانسیل وجود داشته باشد. دو نوع جریان الکتریکی وجود دارد که عبارت اند از: جریان مستقیم (DC) و جریان متناوب (AC). درصورتی که جهت حرکت الکترون ها ثابت و بدون تغییر باشد و یا به عبارت دیگر قطب های مثبت و منفی تغییر نکنند، جریان مستقیم است و اگر قطب های مثبت و منفی به صورت متناوب تغییر یابند و جهت حرکت الکترون ها ثابت نباشد، جریان متناوب به وجود می آید.





1-5 دستگاه های مولد جریان جوشکاری قوس الکتریکی
جریان الکتریسیته مورد نیاز برای جوشکاری قوس الکتریکی باید ویژگی های خاصی داشته باشد. از آن جمله می توان به ولتاژ کم تر و آمپر بالاتر نسبت به برق شهری اشاره کرد. بدین منظور از دستگاه های مولد جریان AC و DC برای کاهش ولتاژ برق و تأمین شدت جریان مناسب برای جوشکاری استفاده می شود.
1-5-1- ترانسفورماتور
در جوشکاری، ترانفسورماتور دستگاهی است که برق متناوب با ولتاژ و جریان معین را به برق با ولتاژ کم تر و دت جریان بالاتر تبدیل می کند. در ترانسفورماتورها، توان ورودی باید با توان خروجی برابر باشد. ترانسفورماتورها بر دو نوع اند:
کاهنده ولتاژ
برق با ولتاژ بالا و شدت جریان کم را به برق ولتاژ پایین و شدت جریان بالا تبدیل می کند. که ترانسفورماتورهای جوشکاری از این نوع هستند.
افزاینده ولتاژ
برق با ولتاژ پایین و شدت جریان بالا را به برق ولتاژ بالا و شدت جریان پایین تبدیل می کند. ترانسفورماتورهای جوشکاری در انواع تک فاز، دو فاز و سه فاز ساخته می شوند. ترانس های تک فاز برای جوشکاری با شدت جریان کم تر از 300 آمپر به کار می روند و شامل یک سیم پیچ ثانویه هستند. ترانس های دوفاز و سه فاز برای جوشکاری با شدت جریان بالا و قطعات ضخیم تر مورد استفاده قرار می گیرند و ترانس دوفاز از دو سیم پیچ اولیه و دو سیم پیچ ثانویه تشکیل شده است. تنظیم شدت جریان در ترانسفورماتورهای جوشکاری با روش های مختلفی صورت می گیرد.
تنظیم آمپر به روش پله ای
در این روش یکی از خروجی های سیم پیچ ثانویه به انبر اتصال قطعه متصل می شود و از سر دیگر آن خروجی های مختلفی گرفته می شود که هر کدام آمپر معینی را برای جوشکاری تأمین می کنند. اولین ترمینال قبل از سیم پیچ رآکتور قرار دارد و بالاترین آمپر را تامین می کند و با فاصله گرفتن، مقدار آمپر خروجی کاهش می یابد.
تنظیم آمپر به روش پیوسته
در این روش مقادیر دقیق آمپر، قابل تنظیم و انتخاب است. مکانیزم های مختلفی برای این منظور مورد استفاده قرار می گیرد.
استفاده از سیم پیچ متحرک
با دور و نزدیک کردن سیم پیچ ثانویه از حوزه مغناطیسی، خطوط القاء تغییر کرده و در نتیجه میزان آمپر خروجی نیز تغییر خواهد کرد.
استفاده از هسته فرعی
هسته فرعی درون هسته اصلی قرار گرفته و مانع از عبور خطوط میدان مغناطیسی گشته و در نتیجه القای مغناطیسی کم تری صورت می گیرد. با خارج شدن تدریجی هسته فرعی از درون هسته اصلی، خطوط تقویت شده و شدت جریان افزایش می یابد.
تنظیم آمپر به کمک جابه جایی هسته اصلی صورت می گیرد، بدین ترتیب که با خارج شدن هسته از فاصله بی دو سیم پیچ، شدت جریان خروجی کم شده و با وارد شدن هسته، مقدار آمپر افزایش می یابد.
تنظیم آمپر به کمک هسته دو قسمتی
در جوشکاری از ترانسفورماتورهای کاهنده ولتاژ استفاده می شود که یک هسته ورقه ای از جنس آهن سیلیس دار، سیم پیچ اولیه با تعداد دور زیاد قطر سیم کم، و سیم پیچ ثانویه با تعداد دور کم و قطر سیم ضخیم تر را شامل می شود. ترانسفورماتورها تنها قادر به تأمین جریان متناوب با آمپر بالا برای جوشکاری هستند.
1-5-2 رکتیفایر
از رکتیفایر Rectifier برای تأمین جریان مستقیم (DC) و نیز جریان متناوب (AC) در جوشکاری استفاده می شود. این دستگاه شامل دو بخش است:


ترانسفورماتور کاهنده ولتاژ
یکسوساز جریان
ویژگی DC یا جریان مستقیم در این دستگاه این قابلیت را فراهم می کند تا با توجه به قطعه کار، نوع الکترود، وضعیت جوشکاری و نوع اتصال، از قطب مثبت یا منفی جریان استفاده شود. در این حالت گرمای ایجاد شده، قابل کنترل خواهد بود. یکسویازها دیودهایی هستند که اجازه حرکت الکترون ها در یک جهت را می دهند و مانع عبور الکترون ها در جهت دیگر (سیکل منفی) می شوند. برای تقویت و یکنواختی جریان DC خروجی، معمولاً نیم سیکل توقف را به صورت مقابل قرینه می کنند.
قطبیت مثبت
در صورتی که الکترود به قطب مثبت و قطعه کار به قطب منفی متصل شود، آن را قطب مثبت (قطب معکوس) گویند و به صورت DCEP یا DCRP نشان می دهند. در این حالت از کل گرانی تولید شده به الکترود و به قطعه کار می رسد.
قطبیت منفی
در صورتی که الکترود به قطب منفی و قطعه کار به قطب مثبت دستگاه جوشکاری متصل شود، آن را جوشکاری با قطب منفی (قطب سیستم) گویند و با DCEN یا DCSP نشان می دهند. توزیع حرارت در این حالت به صورت حرارت در قطعه کار و حرارت در الکترود است. شکل رو به رو میزان عمق نفوذ جوش در قطعه کار براساس نوع جریان را نشان می دهد.
1-5-3 دینام جوشکاری
این دستگاه شامل یک الکتروموتور سه فاز و یک دینام (ژنراتور) است که محور آنها با هم کوپل شده اند. الکتروموتور محور دینام را به حرکت درآورده و بدین ترتیب جریان لازم برای جوشکاری تولید می شود.الکتروموتور توسط یک کلید ستاره – مثلث به برق شهری متصل است. برای راه اندازی، ابتدا کلید را در حالت ستاره قرار داده تا موتور به دور کامل برسد و سپس کلید را در حالت مثلث قرار دهید تا دور موتور ثابت شده و برای جوشکاری مهیا گردد.

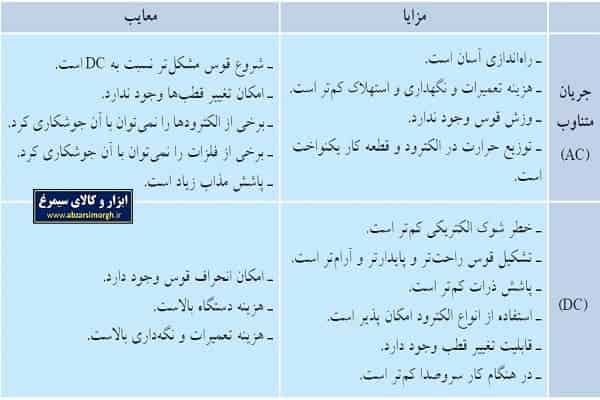
قطب های دینام به صورت + و – یا به صورت Electrode و Work بر روی ترمینال ها مشخص شده است. جدول بالا معایب و مزایای استفاده از جریان AC و DC را در جوشکاری نشان می دهد:

1-5-4 موتور جوشکاری
علاوه بر دینام های جوشکاری و ترانسفورماتورها و رکتیفایرها، که جریان برق ورودی را از برق شهری می گیرند، دستگاه هایی نیز وجود دارند که انرژی لازم برای جوشکاری را از طریق موتورهای احتراقی بنزینی یا گازوئیلی تأمین می کنند که به نام موتور جوش (ژنراتور جوشکاری) مطرح هستند. ژنراتورهای جوشکاری به کمک موتور الکتریکی نیز راه اندازی می شوند و قابلیت تولید جریان AC و DC را دارند. مولدهای چند منظوره توانمندی کنترل از راه دور را دارند که می توان آمپر لازم را به کمک یک ریموت (کنترل از راه دور) به صورت دستی یا پدال پایی کنترل کرد.